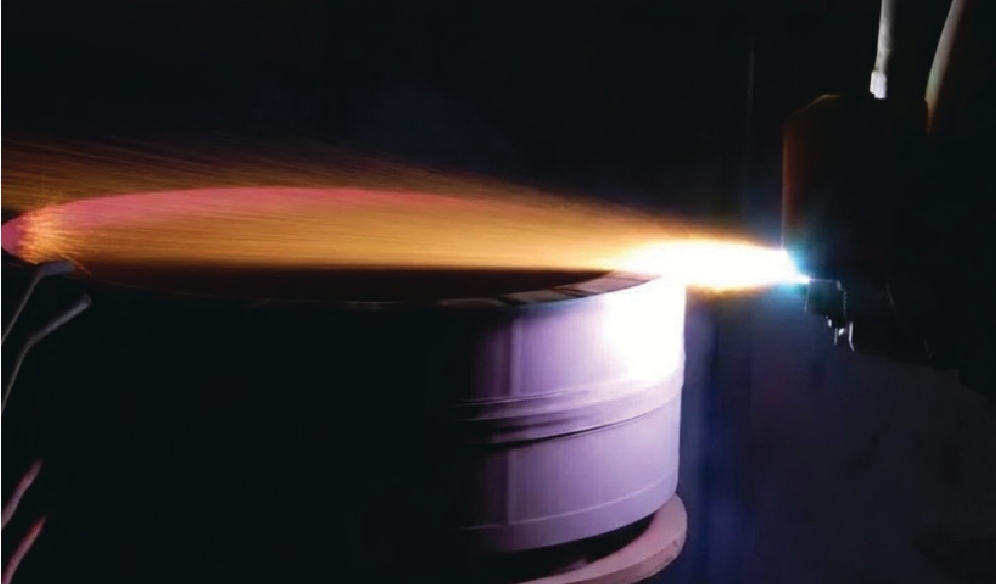
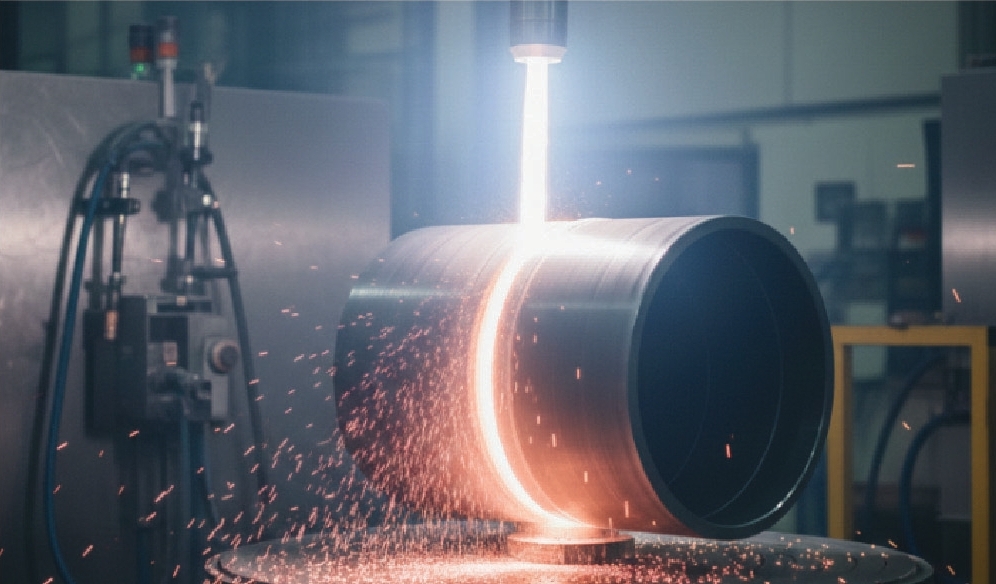
Self-fluxing powders are typically Nickel or Cobalt-based alloys specifically engineered with precise additions of Boron (B) and Silicon (Si). The process occurs in two stages: Spraying: The powder is deposited onto the component using a standard thermal spray process (such as flame or plasma spray). Fusing: The coated part is then heated (via oxy-acetylene torch, induction, or furnace) to roughly 1000°C – 1150°C.
During fusion, the Boron and Silicon act as powerful deoxidizers and melting point depressants. They react with surface oxides to form a protective borosilicate glass "slag" that shields the molten pool from the atmosphere. Once the part cools and the slag is removed, the result is a 100% dense, pore-free coating with a true metallurgical bond to the substrate.
| Product | Ni | Cr | Mo | Fe | Si | B | C | Others | Key Characteristics and Application |
|---|---|---|---|---|---|---|---|---|---|
| Lattice™ 18C | 27 | 18 | 6 | 2.5 | 3.5 | 3 | 0.2 | Co - Bal | Substrate protection. Recommended when substrate cracking is a concern. |
| Lattice™ 12C | Bal | 7.5 | - | 2.5 | 3.5 | 1.7 | 0.25 | - | Machinability. Moderate wear resistance with excellent machinability. Used for hot crushing rolls and forging tools. |
| Lattice™ 14E | Bal | 11 | - | 2.75 | 3.7 | 2.2 | 0.5 | - | Wear Resistance. Hard, thick, highly wear resistant coatings. Suitable for screw conveyors and shafts. |
| Lattice™ 15F | Bal | 17 | - | 4 | 4 | 3.5 | 1 | - | Superior hardness. High hardness and superior wear resistance. |
| Lattice™ 16C-NS | Bal | 17 | 2.5 | 3 | 4 | 3.7 | - | Cu - 2.5 | Corrosion resistance. Superior resistance to acids and aqueous media. |
| Product | (Matrix / Carbide) | Carbide Phase | Ni | Cr | Fe | Si | B | C | Other | Key Characteristics and Application |
|---|---|---|---|---|---|---|---|---|---|---|
| Lattice™ 31C-NS | 65% / 35% | WC-12Co | Base | 17.5 | 4 | 4 | 4 | 0.5 | - | Highest corrosion resistance. Dense, self-fluxing coating. Excellent resistance to particle erosion. Ideal for pump seals, wire capstans, and hydro valves. Max 540°C |
| Lattice™ 2002 | 50% / 50% | WC-12Co | Base | 18 | 7 | 4 | 4 | 1 | - | Thin, smooth coatings capable of being used unfused. Balanced blend for moderate wear environments. |
| Lattice™ 7703 | 60% / 40% | WC-12Co | Base | 15 | 3.5 | 4.4 | 3.2 | 0.7 | - | Toughness. Formulated to be less brittle with lower cracking tendency than standard carbide grades. |
| Lattice™ 53141 | 60% / 40% | Pure WC | Base | 7 | 3.5 | 4.4 | 3.2 | 0.7 | - | Sliding Wear. Optimized for combined corrosion, erosion, and sliding wear resistance. |
| Lattice™ 53194 | 40% / 60% | WC-12Ni | Base | 15 | 3.2 | 4.4 | 3.2 | 0.7 | - | Severe erosion. High carbide loading (60%) for extreme erosion environments. Uses a Nickel-binder carbide (WC-12Ni) for enhanced corrosion peformance. |
| Lattice™ 430NS | Blend | Cr3 C2 | Base | 20 | - | - | - | - | - | High temperature / Toughness. Chromium carbide blend. High toughness, resists cracking. Self-fluxing properties. Hot crushing rolls, fuel rod mandrels. Max 820°C. |
| Lattice™ 439NS-2 | 50% / 50% | WC-12Co | Base | 5.8 | 1.4 | 1.4 | 1.3 | 0.3 | 0.7 Al | Minimal fusing. Designed for components prone to distortion (fans, thin walls) where full fusing is undesirable. Digestors, liquor tanks. Max 500°C. |