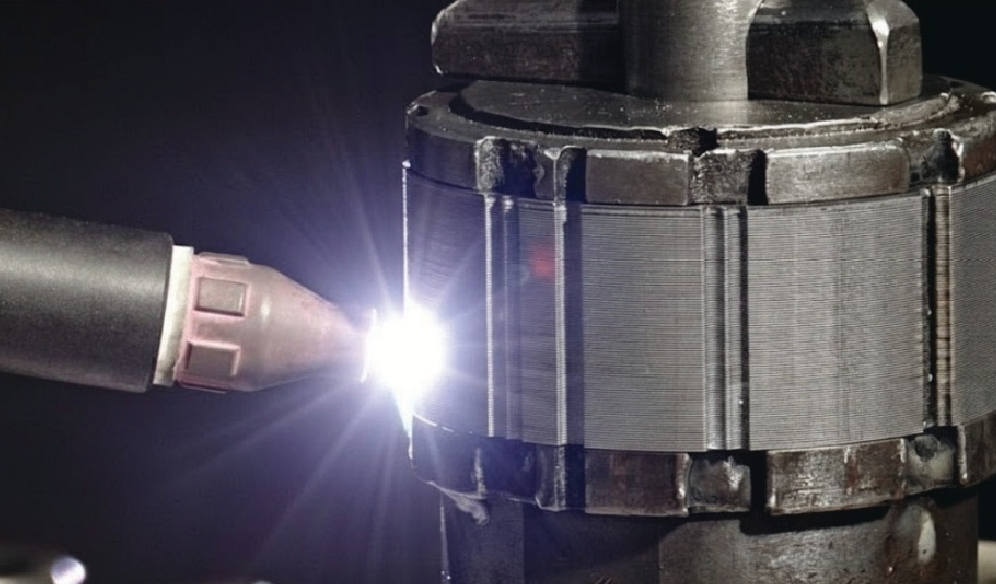
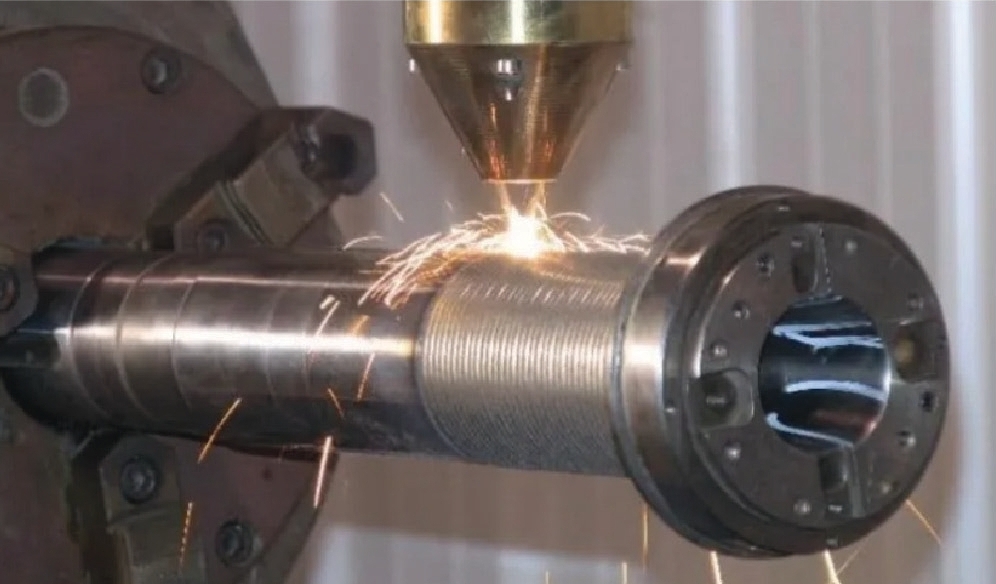
Plasma Transferred Arc (PTA) welding is a highly advanced surface engineering process designed to deposit premium wear-resistant and corrosion-resistant alloys onto critical industrial components. It is the method of choice when parts face extreme abrasion, impact, or high-temperature environments.
In PTA welding, a highly focused plasma arc (reaching temperatures up to 20,000°C) is established between a non-consumable tungsten electrode and the workpiece. This intense heat creates a shallow molten pool on the substrate. Simultaneously, precise quantities of metal powder are metered and fed into the plasma plume using a carrier gas (typically argon). The powder melts in transit and fuses with the substrate, creating a true metallurgical bond with exceptionally low dilution (typically under 5%) and a narrow heat-affected zone.
| Product | Co | Cr | W | C | Ni | Mo | Fe | Si | Others |
|---|---|---|---|---|---|---|---|---|---|
| Similar to STELLITE | |||||||||
| Lattice™ Alloy 1 | Bal | 30 | 13 | 2.5 | <2.0 | <1.0 | <2.0 | <2.0 | <1.0 |
| Lattice™ Alloy 4 | Bal | 30 | 13.5 | 0.7 | <2.5 | <1.0 | <2.5 | <1.0 | <1.0 |
| Lattice™ Alloy 6 | Bal | 28.5 | 4.6 | 1.2 | <2.0 | <1.0 | <2.0 | <2.0 | <1.0 |
| Lattice™ Alloy 12 | Bal | 30 | 8.5 | 1.45 | <2.0 | <1.0 | <2.0 | <2.0 | <1.0 |
| Lattice™ Alloy 20 | Bal | 32.5 | 17.5 | 2.55 | <2.0 | <1.0 | <2.0 | <1.0 | <1.0 |
| Lattice™ Alloy 21 | Bal | 27.5 | – | 0.25 | 2.6 | 5.4 | <2.0 | <2.0 | <1.0 |
| Lattice™ Alloy 22 | Bal | 28 | – | 0.3 | 1.5 | 12 | <3.0 | <2.0 | <0.5 |
| Lattice™ Alloy 25 | Bal | 20 | 15 | 0.1 | 10 | <1.0 | <2 | <1.0 | 1.9% Mn |
| Special Powders (Similar to TRIBALOY) | |||||||||
| Lattice™ Alloy T-400 | Bal | 8.5 | – | <0.08 | <1.5 | 29 | <1.5 | 2.8 | <1.0 |
| Lattice™ Alloy T-800 | Bal | 17 | – | <0.08 | <1.5 | 29 | <1.5 | 3.7 | <1.0 |
| Lattice™ Alloy T-900 | Bal | 18 | – | <0.08 | 16 | 23 | <1.5 | 2.8 | <1.0 |